工艺简介
1、 汽油馏分加氢
焦化汽油与热裂化汽油中硫、氮及烯烃含量较高,安定性差,辛烷值低,需要通过加氢处理才能作为汽油调合组分、重整原料。
2、 煤油馏分加氢
直馏煤油加氢处理,主要是对含硫、氮和芳烃高的煤油馏分进行加氢脱硫、脱氮及部分芳烃饱和,以改善其燃烧性能。
3、 柴油馏分加氢
柴油加氢精制主要是焦化柴油与催化裂化柴油的加氢精制。
4、 渣油加氢处理
加氢生成油经过热高压分离器与冷高压分离器,提高气液分离效果,防止重油带出。
5、 加氢裂化装置
根据反应压力的高低可分高压加氢裂化和中压加氢裂化。根据原料、目的产品及操作方式的不同,可分为一段加氢裂化和二段加氢裂化。
无论是哪种加氢方式都离不开氢气压缩机,氢气压缩机是加氢装置中的核心设备,氢气压缩机的节能优化控制尤为重要。

氢气压缩机组的工艺流程图
6、 氢气压缩机种类
在炼油的催化重整装置和加氢裂化装置,一般包括有:
预加氢循环氢压缩机(一般为往复式)
重整循环氢压缩机(一般为离心式)
再接触压缩机(一般为往复式)
对于往复式压缩机,它一般使用于压力高、压缩比大、压缩流量较小的对象。往复式压缩机主要控制吸入口压力,吸入口压力的稳定是往复式压缩机操作平稳的关键。
通常采用压缩机入口旁通管调节方案,即用压缩机出口返回入口的旁通管的调节阀控制吸入口压力。一般返回气体经过冷凝进入缓冲罐并分出凝液后,进入压缩机,以防止液体带入压缩机。
离心式压缩机与往复式压缩机比较,有体积小、重量轻、占地少、流量大、供气均匀、运转平稳、运行效率高、设备易损部件少,维护维修方便等优点,同时由于转速很高,可以用汽轮机直接带动。对于催化重整装置循环氢压缩机所用离心压缩机,大量的氢气走的是大循环,只是由于催化重整是副产氢气的装置,部分氢气在压力控制下经在接触后送出。因此,压缩机吸入气量是有保证的,离心式压缩机运行比较稳定。
离心式压缩机由汽轮机直接驱动,它还配有配套系统,如:润滑油系统、控制油系统、干气密封系统系统或油路密封系统、蒸汽及疏水系统。
氢气压缩机组的控制
1、 压缩机防喘振控制
当氢气压缩机的实际工作流量低于某一数值时,控制系统根据测量的参数及预先编制的专用的喘振控制应用程序进行判断、计算、输出,打开防喘振回流阀,增加氢气压缩机的流量,防止喘振的发生。

压缩机防喘振控制

压缩机性能控制
2、 压缩机性能控制
根据工艺要求,氢气压缩机通常有出口保持恒压的要求,正常运转时,通过升高或降低汽轮机的转速从而保持压力的稳定。在机组有喘振发生时,性能控制与喘振控制需要采取联偶的方式控制运行。
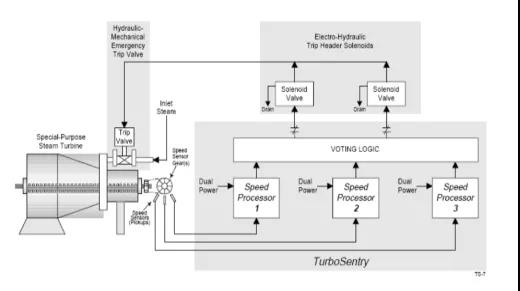
3、 汽轮机转速控制
汽轮机作为原动机,汽轮机起机阶段的转速控制,根据汽轮机主机厂提供的升速曲线,进行升速控制,升速过程设有暖机转速和临界转速区,保证机组安全平稳的升速。
4、 安全运行模式控制
按照API标准,整个机组配置有独立的三取二超速保护器对机组实行超速保护。
连续重整装置氢气压缩机组节能优化控制方案
1、 增加串联机组负荷分配控制
串联机组的控制核心是协调每台机组的运行,当需要增加压缩机功率时,三台压缩机要的功率要同步提高,降低压缩机功率时三台压缩机要同步降低。匹配的压缩机功率控制使三台压缩机的入口压力都能稳定到设计值从而使机组平稳运行。
2、 喘振线实际验证
机组的喘振线会由于制造误差和运行损耗偏离预期喘振线,运行条件与设计之间的变化也会偏离预期喘振线,致使机组工艺控制和防喘振控制产生偏差,喘振线验证可以得到准确的喘振线,以确定工艺控制和防喘振控制限制值,为工艺控制优化奠定基础。
机组串级负荷分配控制


3、 性能控制和负荷分配试验
(入口压力与机组转速的串级控制)
在开车初期,安排投用试验。按照试验方案先将防喘振投用自动控制调整到运行平稳。
转速控制平稳,投用性能控制和负荷分配控制,调整参数使机组运行平稳后,通过大幅改变设定值的方式调整参数达到工艺满意的效果,投用调试完成。
4、 系统改造带来的效益
1、 防喘振控制优化带来的效益:
过喘振线验证试验后,确认在保证安全的前提下,可将原预期喘振线向左移动了6%作为新的机组喘振线,扩大了性能控制的范围。在全自动控制下,机组工作点稳定地运行在新的防喘振控制线附近,既保障了机组稳定运行又使机组在低负荷时防喘振阀开度最小,实现了节能高效运行,而这在以往半自动控制模式下是无法实现的。
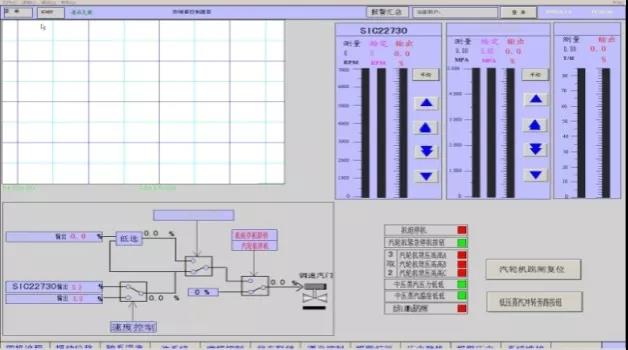
2、 提高单机控制效率:
增加了机组转速和防喘振阀解耦控制,使机组在低负荷时转速和防喘振阀之间的高效调节,避免机组转速过高产生的额外能耗,保障了机组高效运行。防喘振与性能控制(机组转速)之间解耦控制的关系和操作画面见图。
3、 串联机组负荷分配控制投运后实现的效益:
负荷分配程序投用后,三台机组之间的自动协调控制使机组的工艺参数平稳。当出现装置工艺变化时可减少压缩机组运行的波动,这样就会减少机组对上、下游工艺的扰动。提高产品的收率和品质,带来更大的综合效益,简述如下:
实现重整产物分离罐压力控制稳定,避免压力波动对反应的影响提高了装置的效率带来效益。
实现重整产物分离罐压力稳定后保障了压缩机入口压力稳定,避免了压缩机入口前放火炬阀在工艺波动时不合理的打开,减少物料损失带来效益。
4、 减少操作人员的操作强度
控制程序全自动控制的投用,使机组的自动化控制水平提高,减少操作人员的操作的频次节约操作时间,更好的保障装置的操作平稳,带来潜在的效益。
编者按
氢气压缩机是加氢装置中的核心设备,氢气压缩机的节能优化控制尤为重要。康吉森加氢类装置机组节能优化控制解决方案,可助力工业企业提高产品收率和品质,减少操作人员的操作强度,保障装置的操作平稳,实现节能高效运行,为工业企业带来更大的综合效益。
《康吉森“双碳”专栏》简介
“双碳”目标下,工业节能是当前的首要任务。作为流程工业安全及关键控制系统的行业领军企业,康吉森自动化帮助更多工业企业节能增效责无旁贷。为响应国家政策号召,顺应新的发展趋势,为工业企业节能增效保驾护航,康吉森自动化特推出《康吉森“双碳”专栏》系列报道,借助自身经验积累和技术优势,向广大工业企业提供节能优化控制解决方案。